

 当前位置:
当前位置:

 热门推荐
热门推荐



 推荐新闻
推荐新闻

 在线留言
在线留言 详情内容
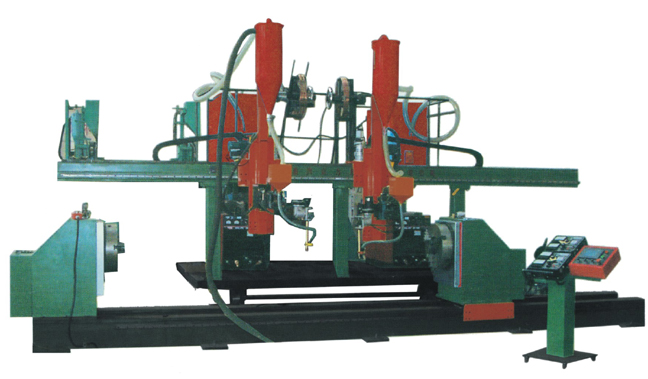
详情内容 窄间隙焊接是厚板焊接领域的一项**技术。与普通坡口的埋弧焊相比,窄间隙焊具有无可比拟的优越性。如坡口窄、焊缝金属填充量少,可以节省大量的焊材和焊接工时;由于窄间隙焊时热输入量较低,使焊缝金属和热影响区的组织明显细化,从而提高其力学性能,特别是塑性和韧性。主要应用在核电、重容等行业。
主要技术参数:
1 焊接工件大的厚度:350mm;
2 坡口角度:1°~2°(全角);
3 坡口宽度:18~24mm(根部);
4 焊丝直径:φ3、φ4mm;
5 十字溜板行程:横向300mm;纵向400mm;
6 焊枪摆角范围:±3.5°;
7 横向跟踪精〓度:£ ±0.25mm;
8 高度跟踪精度:£ ±0.5mm;
9 焊接电流:≤800A


