

 当前位置:
当前位置:

 热门推荐
热门推荐



 推荐新闻
推荐新闻


 在线留言
在线留言 详情内容
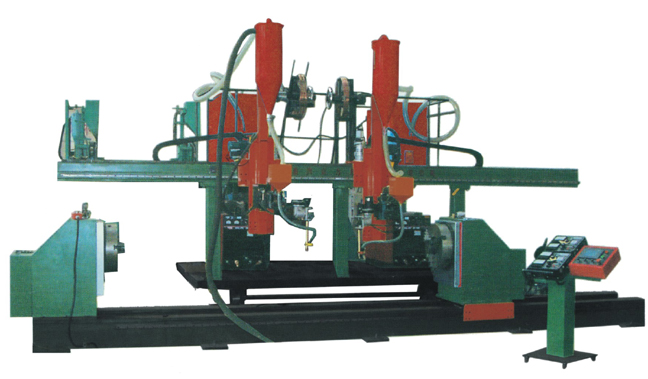
详情内容 适用液压缸筒体表面轴向螺旋堆焊, 可分单枪和双枪; 焊接方式; 热丝TIG和冷弧MIG焊, 可进行不锈钢和碳钢表面堆焊
工件直径范围:φ100㎜~φ600㎜工件长度范围:500~3000㎜
工件重量可适用范围:≤2000Kg 焊丝规格:Φ1.0mm--Φ1.6mm。
焊接流程: 人工将液压缸体工件放置在托架上→ 工装夹具定位缸体一端→按“ 焊接” 按钮, 焊枪自动推进、并下降到位 →焊接电源自动引弧,达到正常焊接电流, 工件自动旋转, 焊接机头轴向移动进行焊接 达到设定焊接搭接量后, 自动停止焊接、工件停转, 机头反转复位→焊枪提升、后退复位→松开夹具吊卸工件。


